
The Project
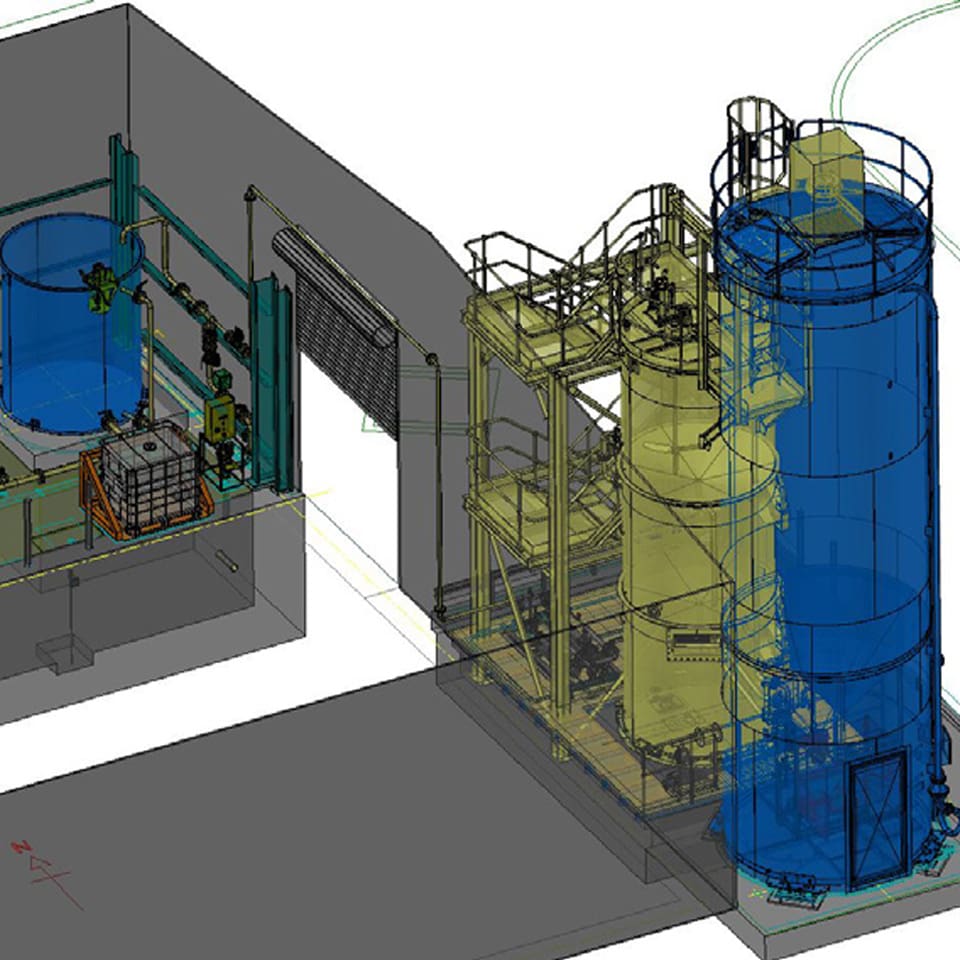
Richard Alan were contracted to provide a polymer bulk storage silo, polymer mixing and storage tanks and a dosing skid to the sludge thickening facility at Mogden. Mogden Sewage Treatment Works is the second largest in the UK. It was built in the 1930’s and covers an area of 55 hectares. The works serve around 2.1 million people, and some of the wastewater has travelled over 20 miles by the time it reaches Mogden.
TW Specification: A complete polymer package plant for storage, primary dilution, secondary dilution and dosing to a new gravity belt thickener system.
Primary Elements:
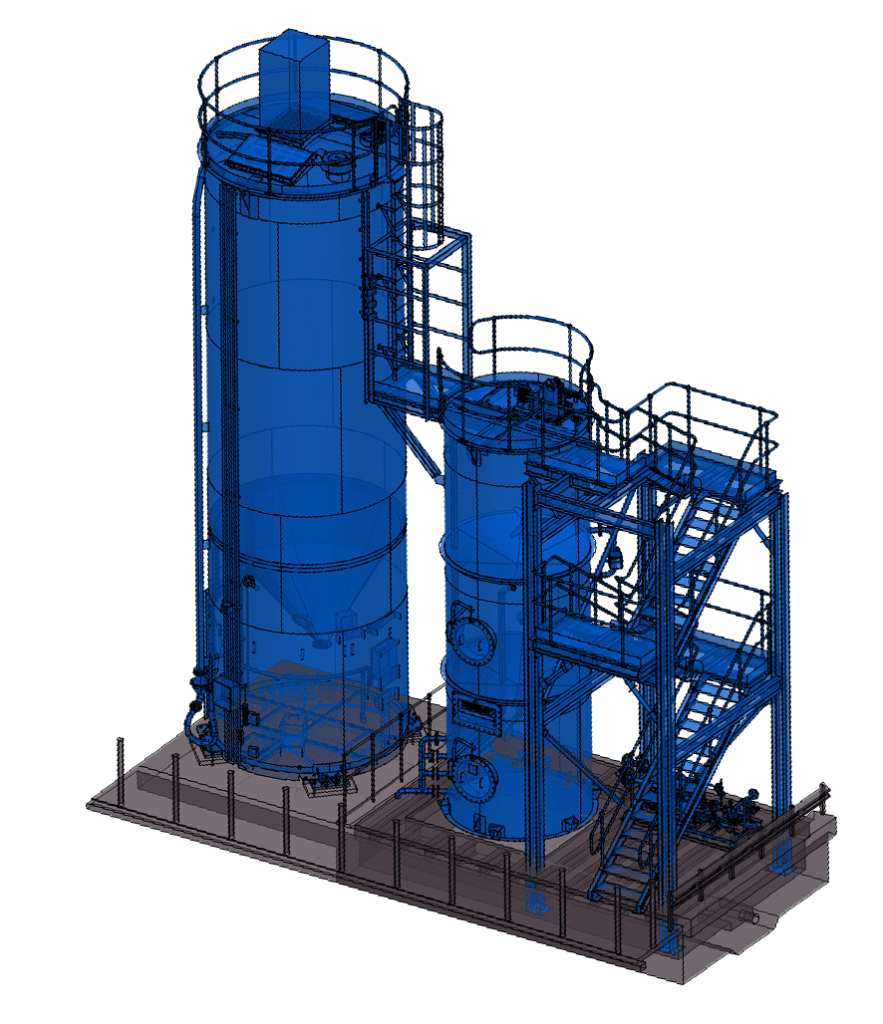
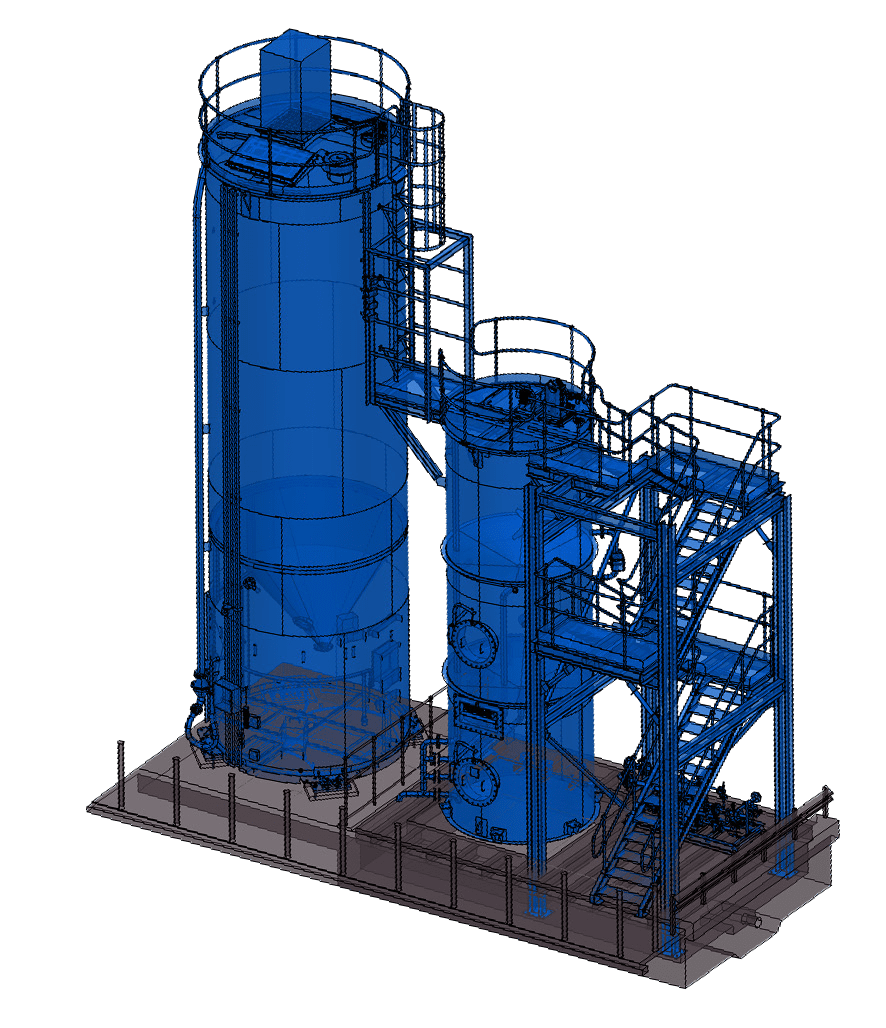
- 30 tonne dry powder silo
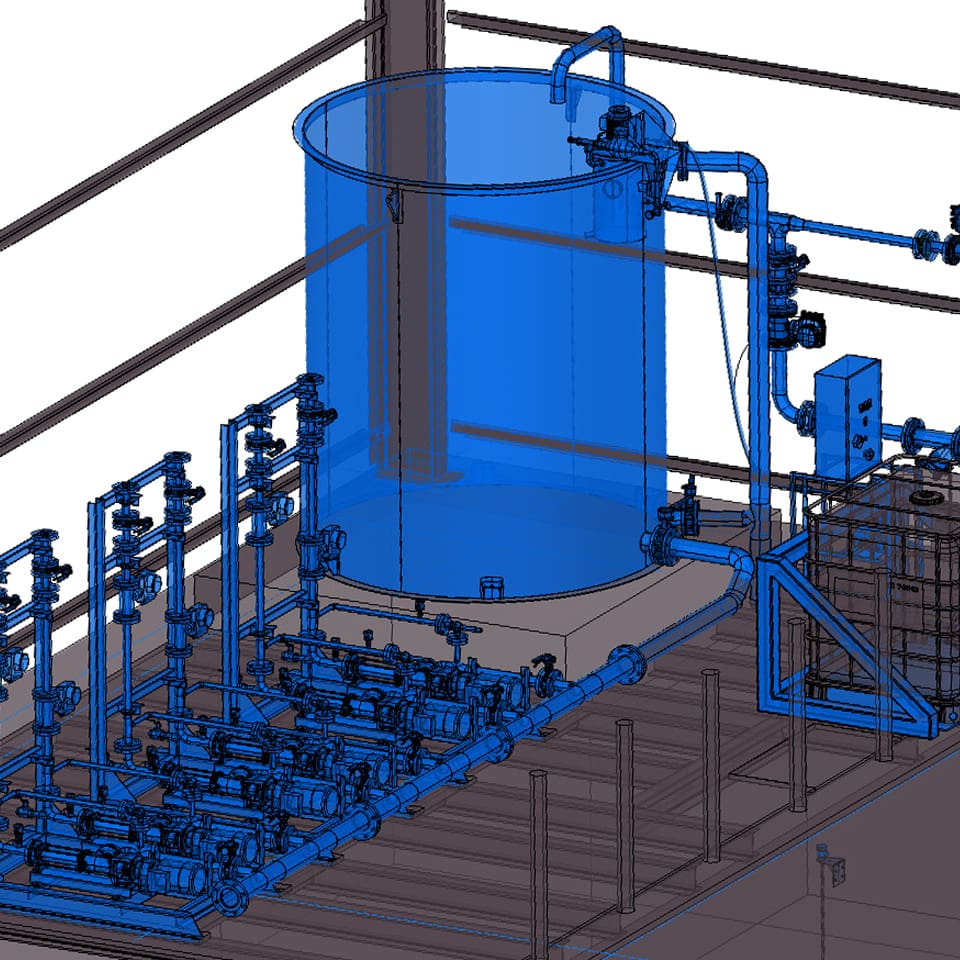
- 6.5m triple integrated mixing system (IMS)
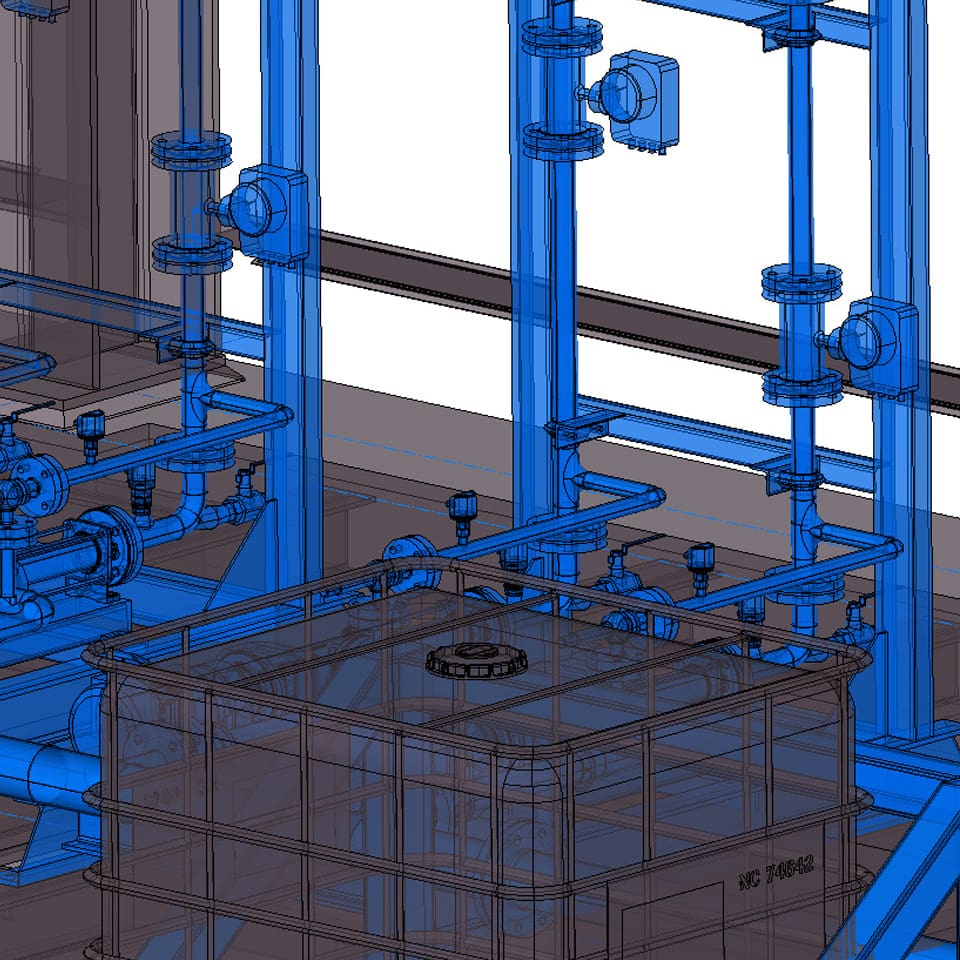
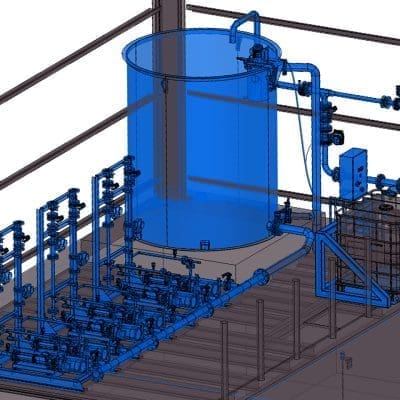
- Twin transfer pumps
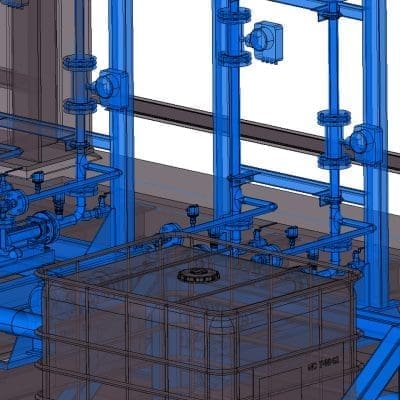
- Secondary dilution system
- Secondary storage vessel
- Multiple dosing pumps
- Emergency polymer system
The Challenge
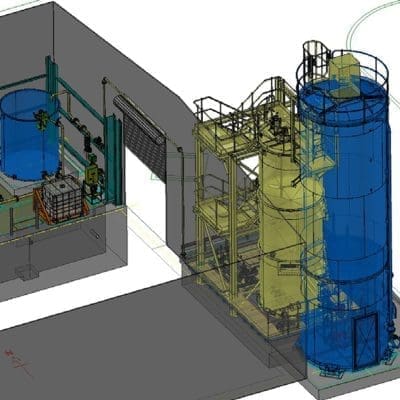
Physical space presented a design challenge for the project. With a standard integral mixing and storage unit in their product portfolio, Richard Alan incorporated a water break tank into the design to create a ‘triple piggy back’ arrangement which drastically reduces the space required for the application.
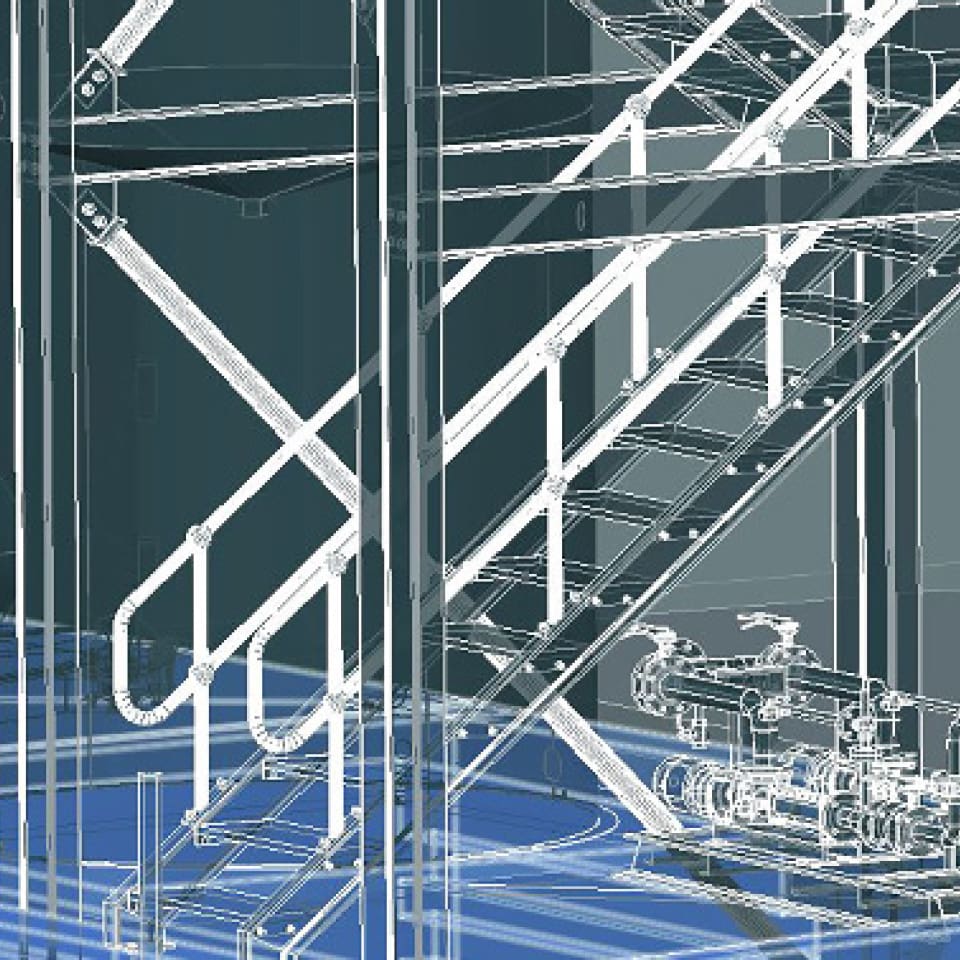
RAE Modular system components ensure integrity of tried and tested design, with economy of both cost and time. The layout and installation of the system, along with custom steelwork and interconnecting mechanical and ECI components, meant that the system could be tailored to fit the specific requirements of our client.
The challenge
Physical space presented a design challenge for the project. With a standard integral mixing and storage unit in their product portfolio, Richard Alan incorporated a water break tank into the design to create a ‘triple piggy back’ arrangement which drastically reduces the space required for the application.
RAE Modular system components ensure integrity of tried and tested design, with economy of both cost and time. The layout and installation of the system, along with custom steelwork and interconnecting mechanical and ECI components, meant that the system could be tailored to fit the specific requirements of our client.
Challenges/Results:
The system called for a secondary dilution facility, and RAE were able to provide this as a custom design, but by using largely standard and modular system components reduced the footprint by 40%.
Due to the height of the external polymer storage tanks, the client instructed Richard Alan to incorporate a Lightning Protection Solution into the scheme, which comprised:
-
Use of the silo shell as a conductor to earth
-
Protection of all critical system electronic and electrical devices, using SPD’s (Surge Protection Devices)
-
Protection of devices within the ATEX rated zone at the top of the silo
-
Physical mounting of all of the SPD’s and revision of cable routing into the existing design.
Richard Alan achieved this additional scope request within the original program dates without compromise to the overall project.
Time constraints across the project were very tight, however RAE were able to maintain design delivery dates, by focusing on the most time critical elements well ahead of the projected start dates, and getting them into production as early as possible.







Get In Touch
Want to know more about what we offer? Got a specific project you’d like to discuss? Then we’d really like to hear from you! Call us on: +44 (0)1924 467040 or contact us online using the button on the right